

Bitte hinterlassen Sie uns eine Nachricht
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Select Language

Kurze Analyse der Anwendung von Hartlegier -Schneidwerkzeugen und Werkzeugmaterialien
Das Drehen ist der Hauptprozess der mechanischen Fertigungsverarbeitungstechnologie. Insbesondere in der Verarbeitungs- und Fertigungsindustrie der schweren Maschinen können die strukturellen Abmessungen von Werkstücken als riesig, ein Gewicht von bis zu 60-80T oder sogar Hunderte von Tonnen angesehen werden. Die Verarbeitungsgeräte können sich mit einem Durchmesser von 6 m für schwere horizontale Autos und 10 m für schwere vertikale Autos drehen. Im Vergleich zur gewöhnlichen Bearbeitung weist eine Hochleistungsumdrehung eine höhere Schnitttiefe, eine geringere Schneidgeschwindigkeit und eine langsamere Futterrate auf. Die Bearbeitungszulage kann auf der einen Seite 35-50 mm erreichen, gekoppelt mit einem schlechten Gleichgewicht des Werkstücks während des Schneidvorgangs, einer ungleichmäßigen Verteilung der Bearbeitungszulage und der Vibration, die durch unausgeglichene Teile des Werkzeugmaschinens verursacht wird, was zu einem erheblichen Verbrauch von Manöver und Auxilie führt Zeit im dynamischen unausgeglichenen Bearbeitungsprozess. Um schwere Teile zu verarbeiten und die Produktivitäts- oder Maschinengeräteauslastung zu verbessern, müssen daher die Dicke der Schneidschicht und die Menge an Futtermitteln erhöht werden, wodurch sich die Schneidmenge und die Werkzeugauswahl konzentriert und die Werkzeugstruktur und geometrische Verbesserung verbessert Form unter Berücksichtigung der Festigkeitsmerkmale des Werkzeugmaterials, um die Schnittmenge zu erhöhen und die Manövr -Zeit erheblich zu verkürzen.

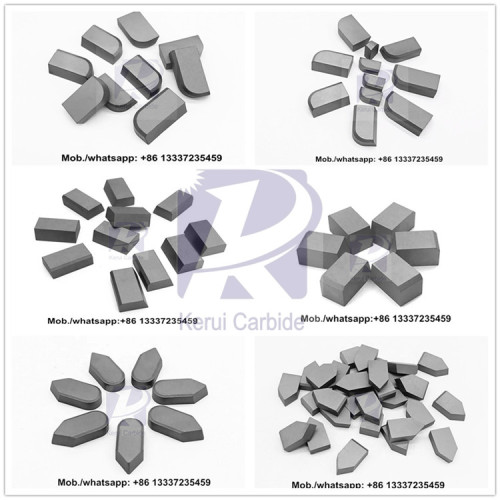
Auswahl der Werkzeugmaterialien
Die häufig verwendeten Schneidwerkzeugmaterialien umfassen Hochgeschwindigkeitsstahl, Hartlegierung oder Wolframkarbid oder zementiertes Carbid, kubische Bornitrid (CBN), Keramik usw. Die Tiefe des schweren Schneids kann im Allgemeinen 30-50 mm, mit unebener Zulässigkeit und einer verhärteten Abgabe erreichen Schichten Sie auf der Oberfläche des Werkstücks. Der Werkzeugverschleiß in der rauen Bearbeitungsstufe erfolgt hauptsächlich in Form von Schleifverschleiß Der Kontaktpunkt zwischen dem Chip und der vorderen Schneidfläche im flüssigen Zustand, wodurch die Reibung verringert und die Erzeugung der Chipakkumulation unterdrückt wird. Die Auswahl der Schneidwerkzeugmaterialien sollte gegen Beschädigungen und Auswirkungen resistent sein. Keramische Schneidwerkzeuge haben eine hohe Härte, aber eine geringe Biegefestigkeit und eine schlechte Auswirkungen, was sie für schwere Wende mit ungleichmäßigen Rändern ungeeignet macht. CBN hat auch das gleiche Problem. Hardlegierung hat einen geringeren Reibungskoeffizienten, der die Schnittkraft und das Schneiden während des Schneidens reduzieren kann, wodurch die Haltbarkeit der Werkzeuge erheblich verbessert wird und für die raue Bearbeitung von Materialien mit hoher Härte und Hochleistungswechsel geeignet ist. Hardlegierungen werden in Wolfram -Kobalt (YG), Wolframkobalttitan (YT) und Wolfram -Carbid (YW) unterteilt. Bei der Verarbeitung von Stahlmaterialien haben G-Typ-Hardlegierungen eine gute Stärke und Zähigkeit, aber eine schlechte Härte und Zähigkeit mit hoher Temperatur. Während der starken Drehung erfährt das Werkstück einer großen plastischen Verformung, schwerer Reibung und hoher Schnitttemperatur. Daher werden YG -Typ -Hardlegierungen bei schwerem Drehen selten eingesetzt. YT -Typ -Hartlegierungen haben eine hohe Härte und Verschleißresistenz, eine hohe Wärmeresistenz, die Anti -Bindungs -Diffusionsfähigkeit und die Oxidationsresistenz. Sie werden üblicherweise verwendete Werkzeugmaterialien für das Umdrehen von Hochleistungen und sind für die Verarbeitung von Stahlmaterialien geeignet. Während der Umdrehung von niedriger Geschwindigkeit kann der instabile Schnittprozess jedoch zu einer schlechten Zähigkeit von YT-Typlegierungen führen, was zu einem Kantenbruch führt, insbesondere bei der Verarbeitung hochfestiger Legierungsmaterialien. Die Haltbarkeit von Hardlegierungen vom Typ YT nimmt schnell ab und kann die Nutzungsanforderungen nicht erfüllen. Verwenden Sie in diesem Fall W-Typ-Schneidwerkzeuge oder feinkörnige, ultrafeine Kornlegierungswerkzeuge (wie 643). Feinkörnige Legierungen haben einen guten Widerstand und eignen sich besser für die Verarbeitung kalter, hart gusseisernen Produkte. Die Effizienz kann im Vergleich zu YW -Typ -Schneidwerkzeugen um mehr als zweimal erhöht werden. Die Verbesserung der Drehgeschwindigkeit der Hochleistungsbearbeitung mit Hartlegierungswerkzeugen ist einer der Schlüsselfaktoren für die Verbesserung der Produktivität und ein günstiger Faktor bei der Verkürzung des Produktionszyklus. Dabei gibt es mehrere Striche, um große Ränder abzuschneiden, und jede Schnitttiefe ist sehr klein, während die Schneidwerkzeuge für Hartlegierung zum Schneiden verwendet werden. Die Schnittleistung wird jedoch erheblich verbessert.
 _")

May 10, 2024

April 28, 2024
Mail an Lieferanten
May 10, 2024
April 28, 2024
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.